Maszyna do cięcia koralików szklanych

➢ Automatyczne docinanie pod kątem 45 stopni profilu listwy przyszybowej u-PVC.
➢ Cięcie dwóch listew przyszybowych w jednym czasie.
➢ Czteroczęściowy brzeszczot zapewnia precyzyjne cięcie, podwójne cięcie po jednym na każdym końcu, aby wyfrezować stopkę haka.
➢ Pionowe urządzenie dociskowe pneumatyczne, specjalnie zaprojektowany przyrząd do cięcia zapewnia stabilne pozycjonowanie.
➢ Precyzyjny i łatwy w obsłudze stół pomiarowy.
➢ Regulowana prędkość cięcia z regulatorem na siłowniku pneumatycznym.
➢ Regulowany stół roboczy do różnych listew przyszybowych.
➢ Forma uniwersalna mocowana do zamocowania profilu.
| Zasilacz |
380V,50-60Hz,3Ph |
| Moc wejściowa |
2*0,75 kW |
| Prędkość obrotowa wrzeciona |
2800 obr/min |
| Ciśnienie powietrza |
0,5 ~ 0,8 MPa |
| Zużycie powietrza |
20L/min |
| Głębokość cięcia |
29mm |
| Szerokość cięcia |
120mm |
| Zakres cięcia |
320~1800mm |
| Średnica brzeszczotu |
Ø210mm |
| Średnica cięcia frezowania |
Ø135mm |
| Wymiar całkowity |
1300 * 700 * 1350 (L * W * H) mm |
| Ostrze piły |
2szt. |
| Frez |
2 szt. |
| Podpory ruchome części roboczych |
2 zestawy |
| Kompletne oprzyrządowanie |
1 zestawy |
| Certyfikat |
1 sztuk |
| Instrukcja obsługi |
1 sztuk |
| Ostrze piły |
Ostrze Wemero (Wagen, Japonia opcjonalnie) |
| Zawór elektromagnetyczny |
Airtac |
| Cylinder |
Najlepsze i Huatong Shandong |
| Urządzenie filtrujące powietrze |
Airtac |
| Elektryczny przycisk i przełącznik pokrętła |
Schneidera |
| Stycznik AC i wyłącznik MCB |
Renmin Szanghaj |
Maszyna do cięcia koralików szklanych, jest podstawową maszyną do produkcji okien i drzwi z PCV, tutaj znajduje się kilka szczegółowych zdjęć w celach informacyjnych, aby uzyskać więcej wiedzy na temat tej maszyny.
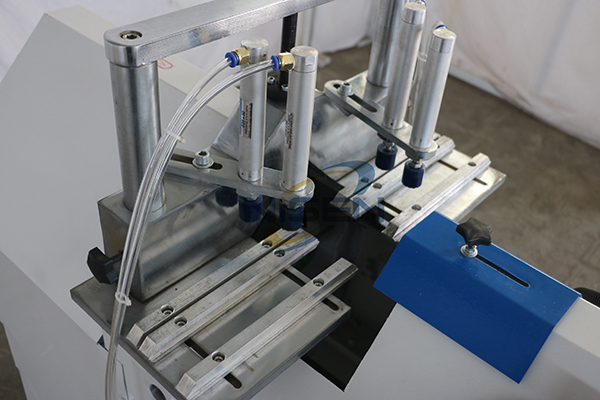
Z pionowym urządzeniem zaciskowym.
Jednorazowo można wyciąć 2 częściowy profil listwy przyszybowej.
Dostępne są 2 silniki do maszyny do cięcia listew przyszybowych, na każdym silniku znajduje się 1 sztuka ostrza i 1 frez.

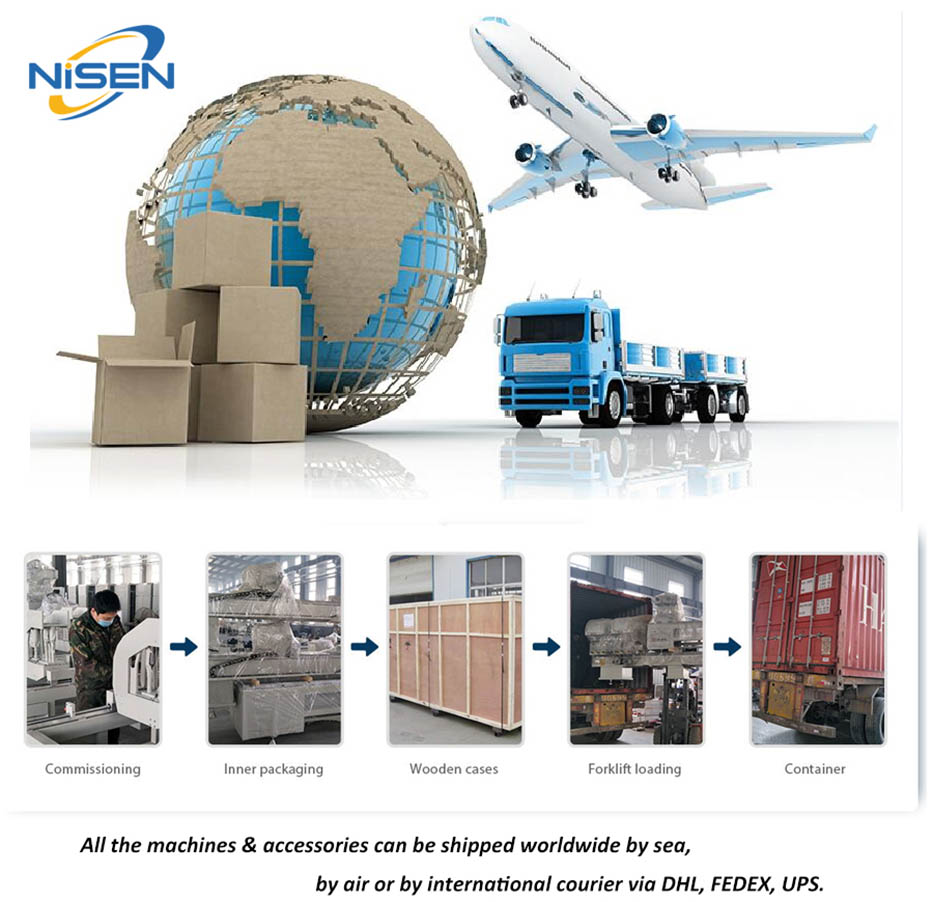
Wszystkie maszyny zostaną zapakowane zgodnie ze standardem naszej firmy, aby upewnić się, że nasz wartościowy klient otrzyma zamówione maszyny w stanie nienaruszonym.
Ogólnie rzecz biorąc, narzędzia ręczne wysyłamy do klienta kurierem międzynarodowym (DHL, FEDEX, UPS, EMS). W razie potrzeby dostępne jest opakowanie drewniane.
W przypadku całej skonfigurowanej maszyny, czasami wysyłamy tylko jedną sztukę lub dwie sztuki, zasugerujemy klientowi dostawę LCL (mniejsze obciążenie kontenera). Jednym z ważnych dla wysyłki LCL jest to, że musi to być opakowanie drewniane, aby bezpiecznie chronić maszynę przed dotarciem do fabryki klienta, to jest rzecz, na której nam wszystkim zależy.
Oczywiście czasami klient zamawia maszynę pełnokontenerową, w tym czasie opakowanie drewniane nie jest konieczne, ale na życzenie klienta również możemy to zorganizować. Zwykle nasza fabryka ładuje maszynę do kontenera i mocuje maszynę na kontenerze za pomocą żelaznego drutu.
Nasza firma wyprodukuje maszynę zgodnie z zamówieniem, po zakończeniu produkcji i testach zorganizuje dostawę.
➢ Zazwyczaj zorganizujemy wysyłkę w ciągu 3-5 dni roboczych po otrzymaniu płatności.
➢ W przypadku dużych zamówień lub niestandardowych maszyn zajmie to 10-15 dni roboczych.
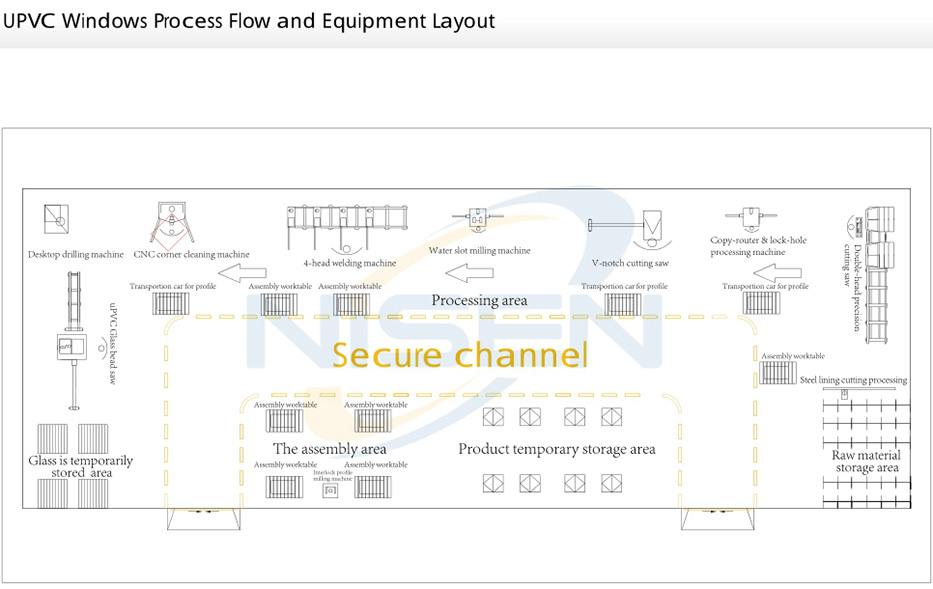
Wielu nowych klientów chce zainwestować w fabrykę okien i drzwi, ale nie wiesz, która maszyna jest potrzebna do produkcji okien i drzwi z PCV? ilu pracowników potrzeba? Jak ustawić układ fabryczny?
Mamy raport z projektu, który pomoże Ci wiedzieć wszystko, po otrzymaniu zaliczki udostępnimy Ci w celach informacyjnych.
Konieczna jest konserwacja maszyny, która pomoże w utrzymaniu maszyny, należy wyczyścić wszystkie zakurzone po użyciu maszyny.
6.1 Kontrola i regulacja urządzenia filtra powietrza
Co tydzień czyścić filtr gazu rozgałęzionego wody i odpływ, regularnie sprawdzać manometr i ustawiać go na 0,4-0,6 MPa.
6.2 Przed każdą zmianą sprawdź, czy brzeszczot nie jest uszkodzony.
Jeśli wymaga wymiany, odetnij zasilanie elektryczne i dopływ powietrza. Otwórz przednią pokrywę, za pomocą klucza jednogłowicowego 46 mm poluzuj nakrętkę blokującą. Wymień nowe ostrze. Podczas mocowania należy zwrócić uwagę, aby punkt cięcia powierzchni koła zębatego był skierowany do góry.





